
7x24小時咨詢熱線
400-660-3310
當前位置 : 好學校 東莞新程教育 學習資訊 資訊詳情
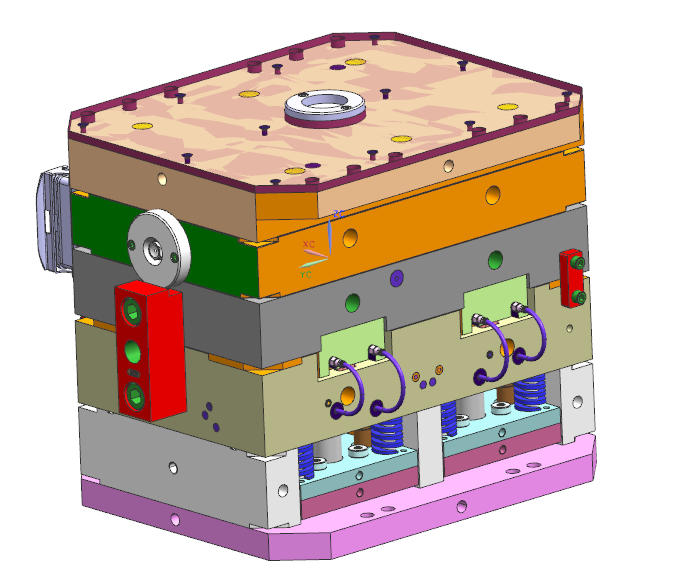
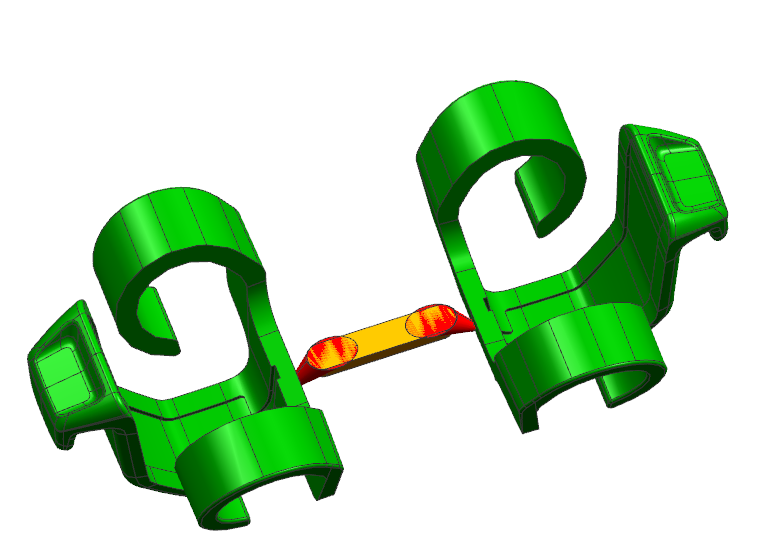
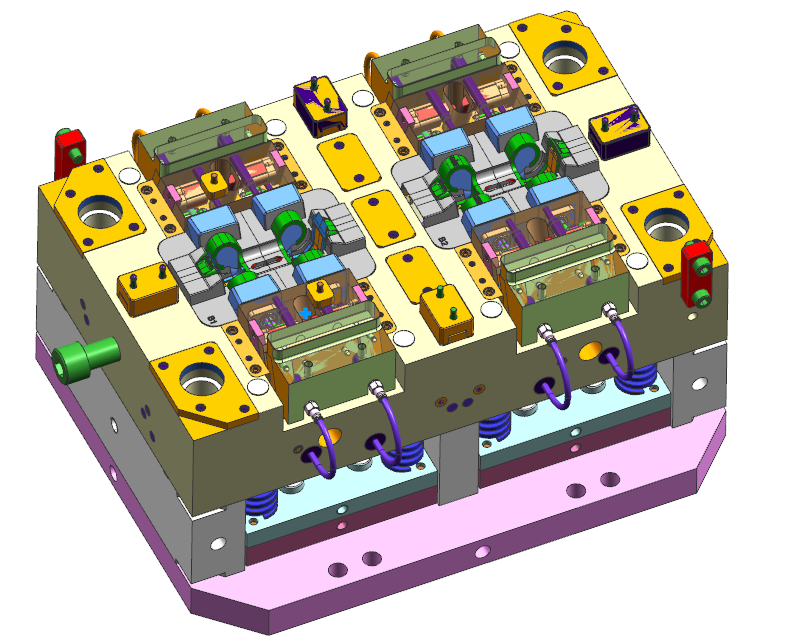
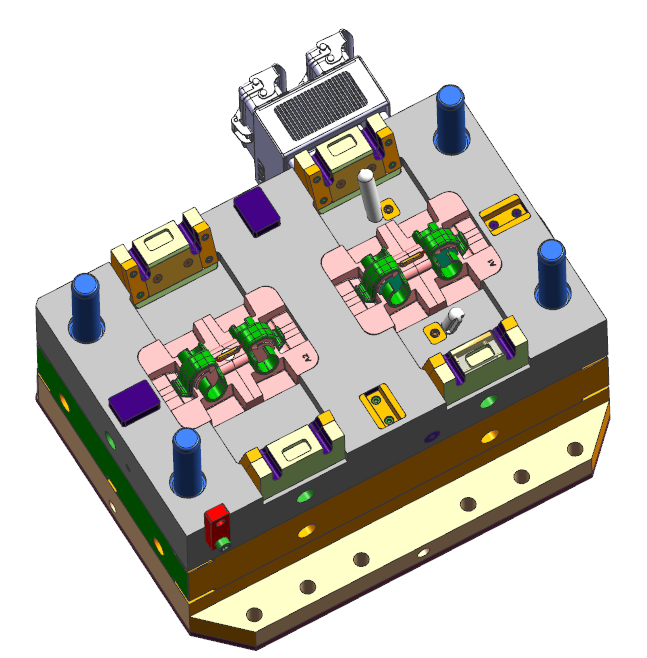
雙色模原理:前模(定模)不同,后模(動模)相同,所有的結構模圖都是圍繞這個核心設計
說白了不管你怎么設計后模轉動的部分一定要相同,轉動是連產品一起。
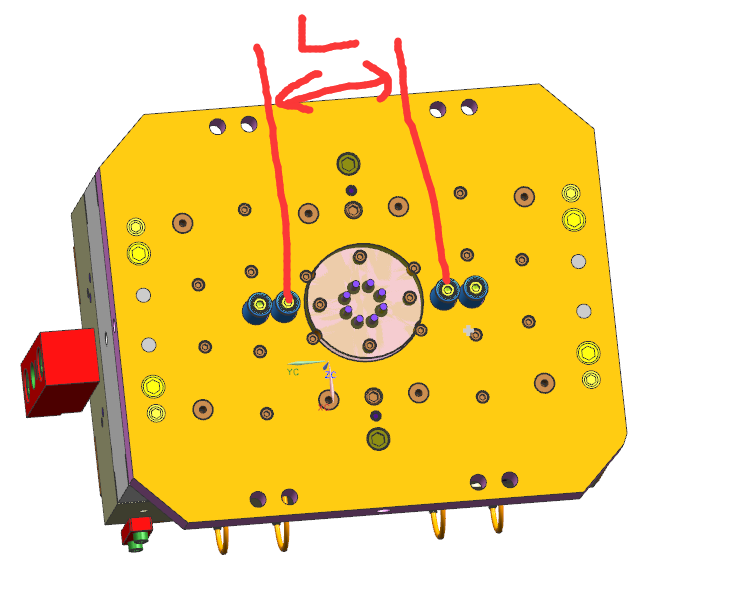
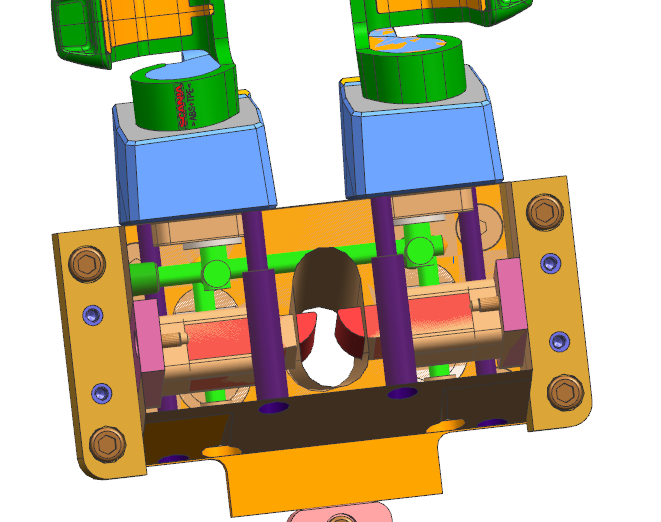
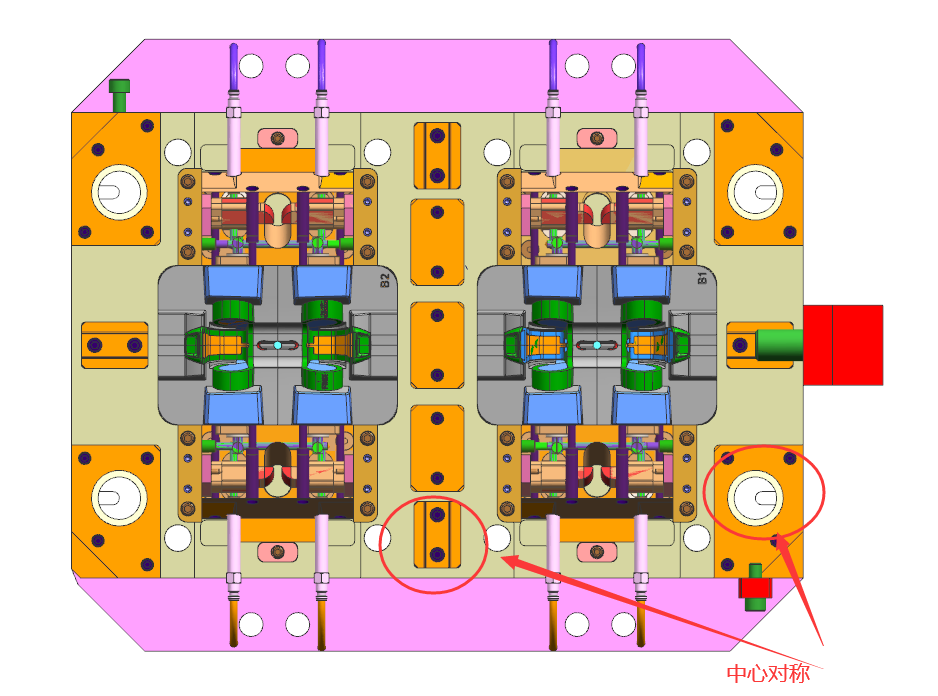
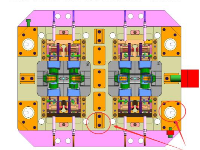
產品是2+2排位
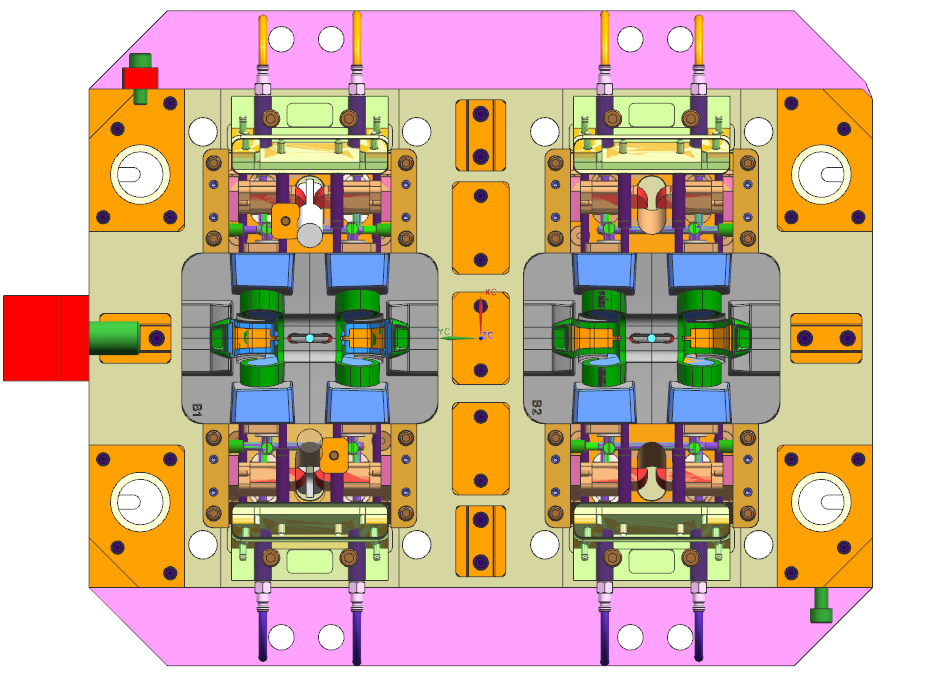
排位間距取決于頂棍孔的間距,圖中有4個頂棍孔,基中2個是自已試模用
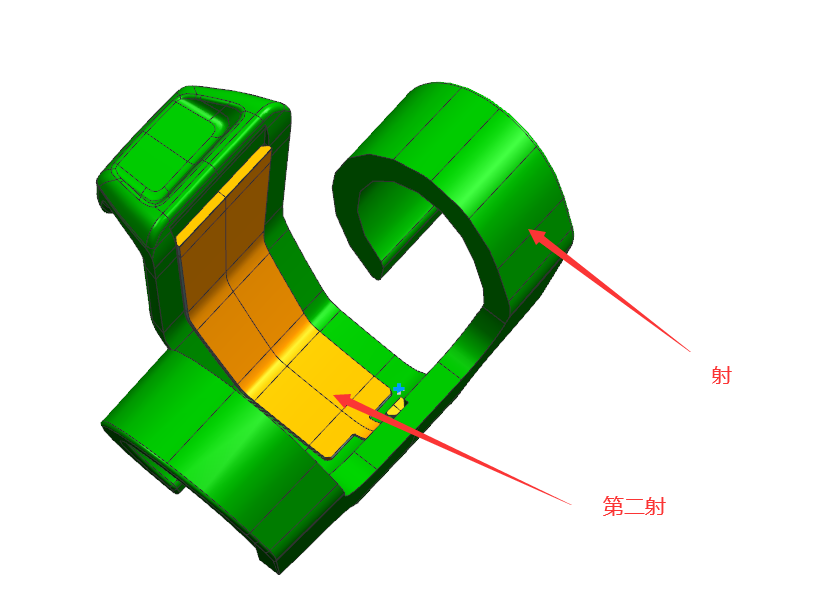
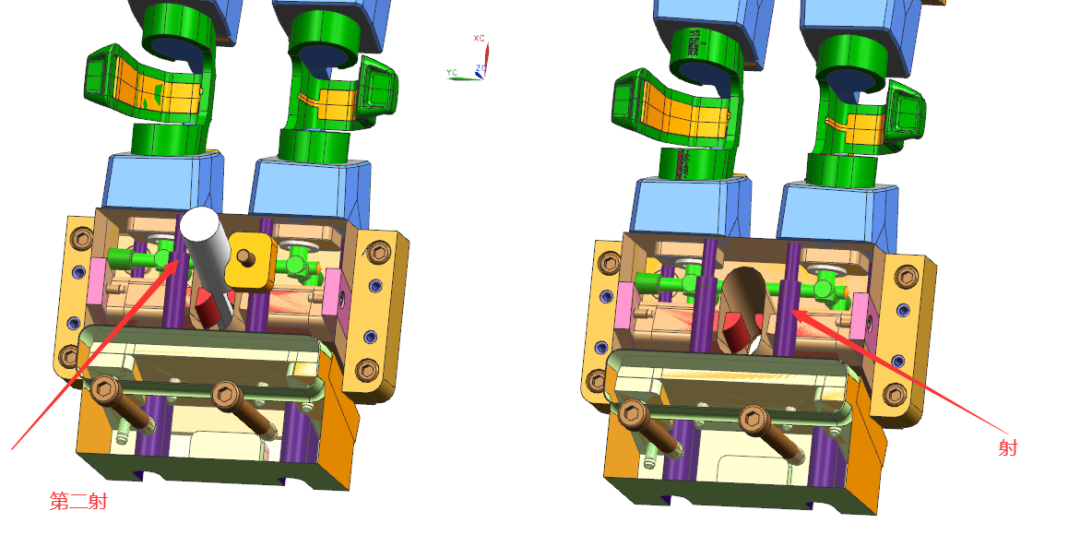
第二射副炮嘴在天側,主要是根據客戶的注塑機來定
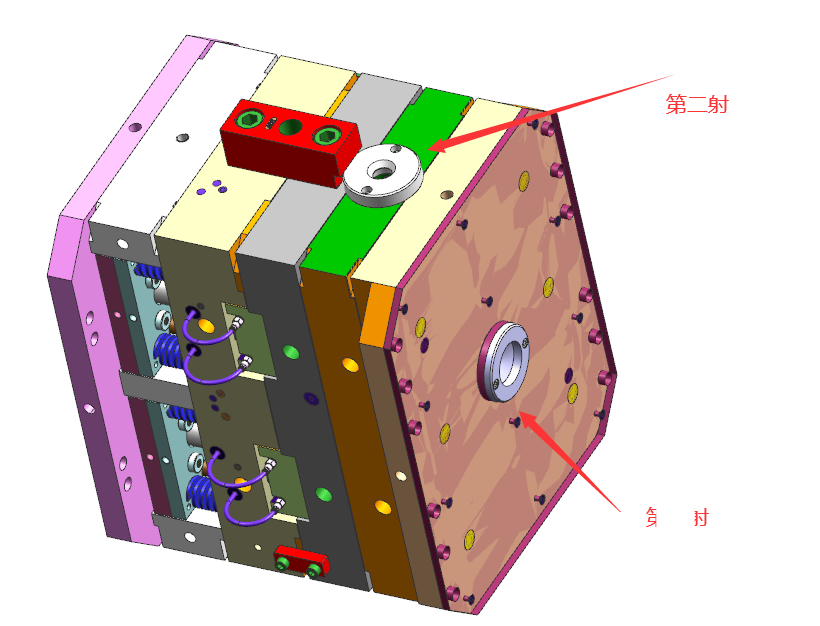
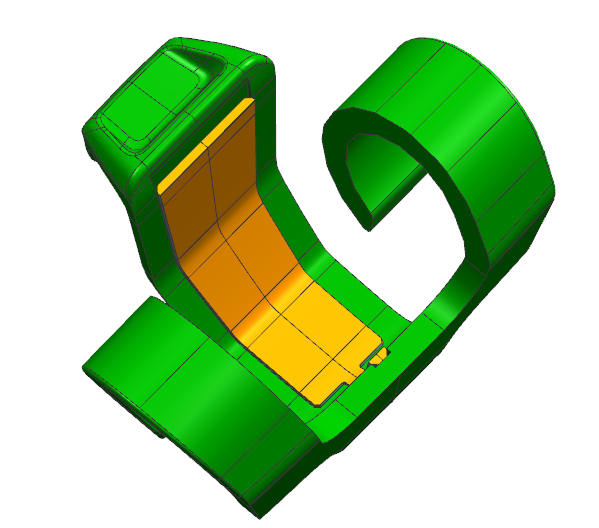
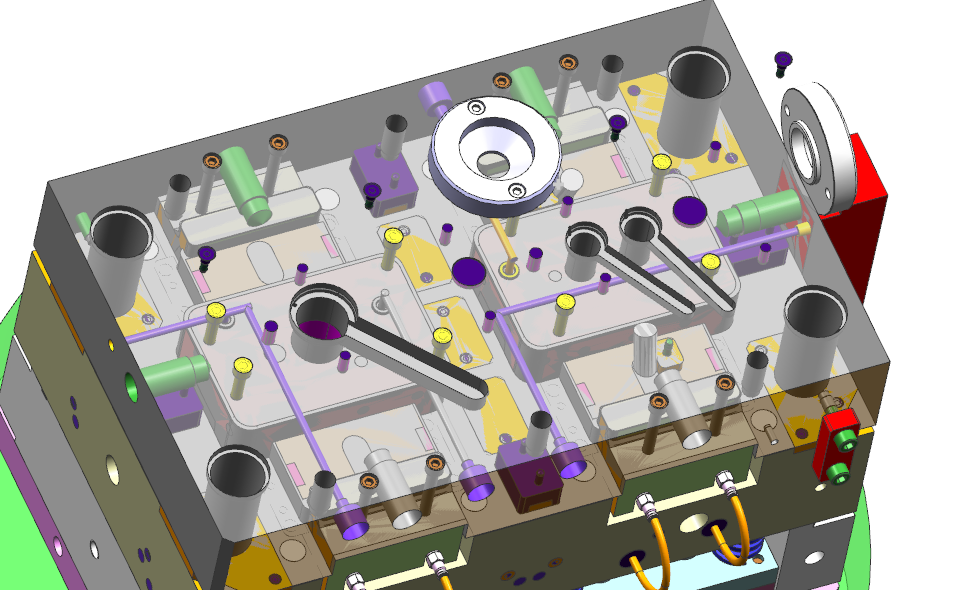
第.一射 硬膠是熱流道轉潛水
流道是留在后模,第.一次不頂出,第二次注塑完軟膠才一起頂出
第二射 軟膠是熱流道直接點產品進膠
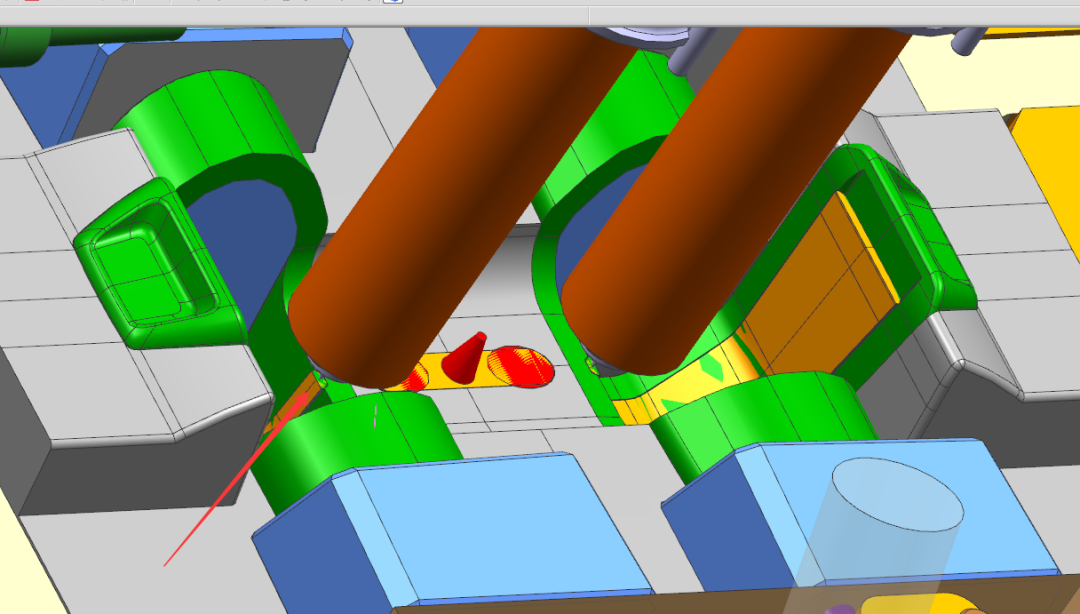
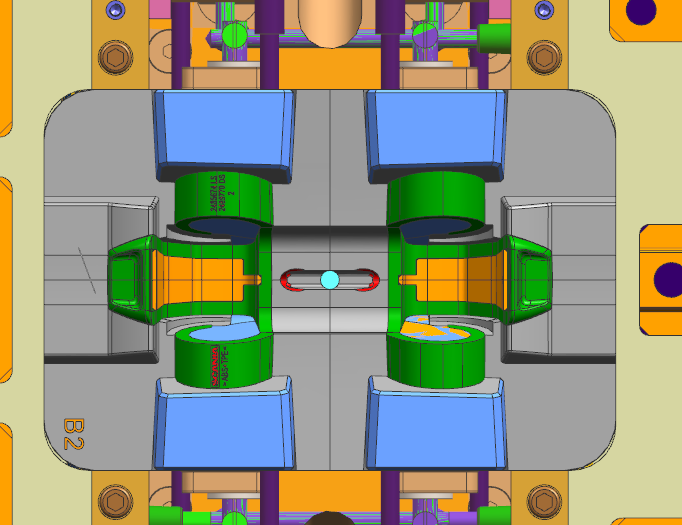
內圈倒扣出后模滑塊
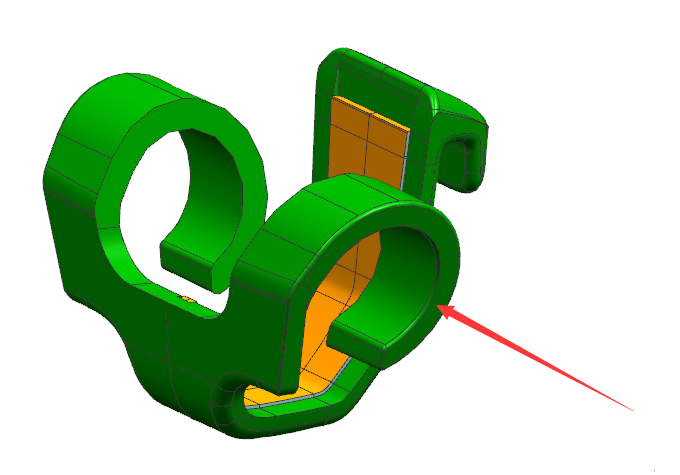
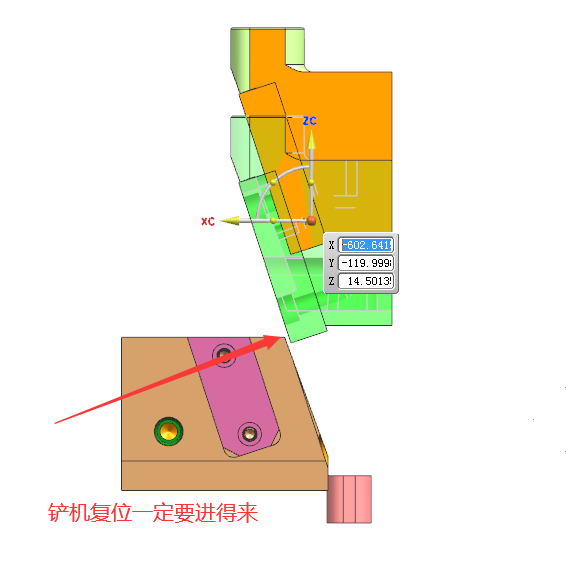
滑塊出在后模,第.一次注塑完硬膠后開模,行位是不動的,所以沒有安裝斜導柱,復位是靠鏟機壓回去的
鏟雞復位一定要進得來
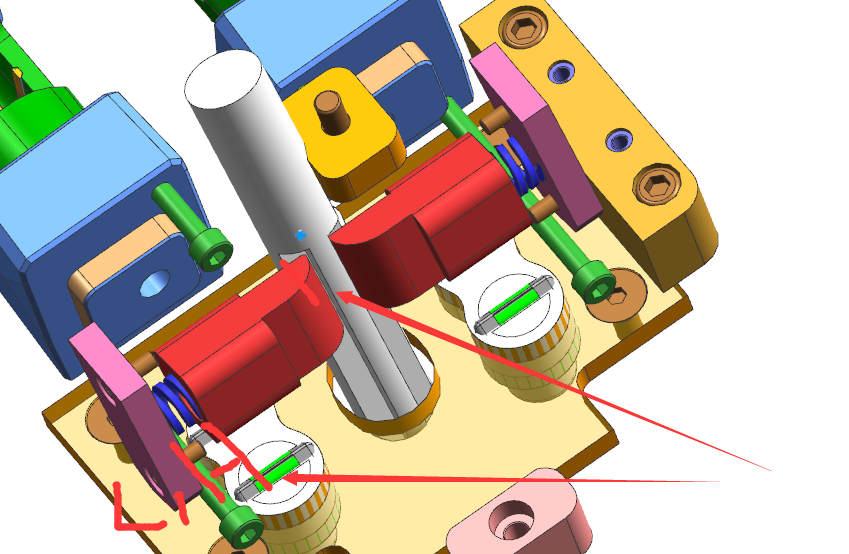
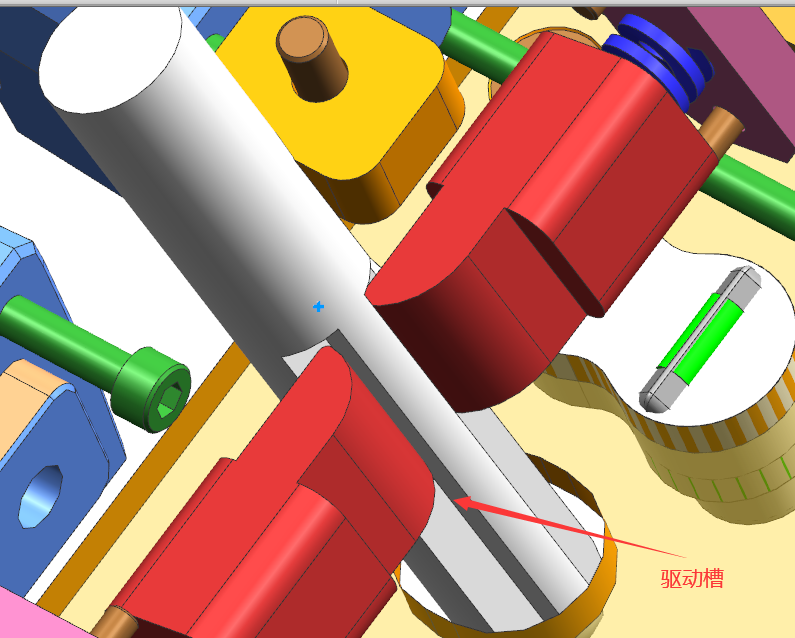
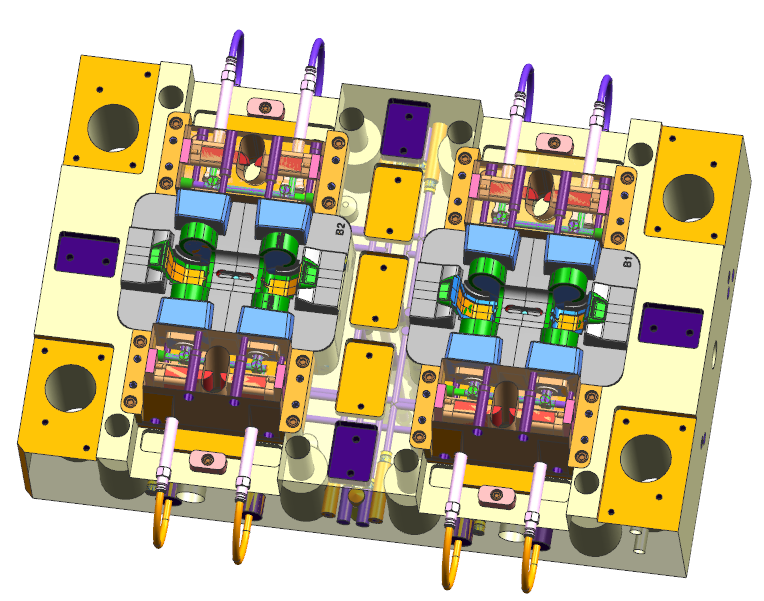
第二射注塑軟膠時,行位有斜導柱,斜導柱怎么進去呢?
靠壓行位兩側的彈塊擠進去,注塑完軟膠后,斜導柱挑動彈塊使行位膠離產品
彈塊后退距離一定要大于斜導柱進來那段距離,不然會進不去
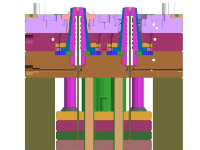
04產品頂出
雙色模用的是2副頂針板,2副頂針板都可以獨立頂出,
這套模采用的是第.一次不頂出,第二次注塑完軟膠產品后,連水口一起頂出
設計上和正常的頂針板一樣,中間多一塊方鐵,頂棍距離是關鍵,一定要核對注塑機資料
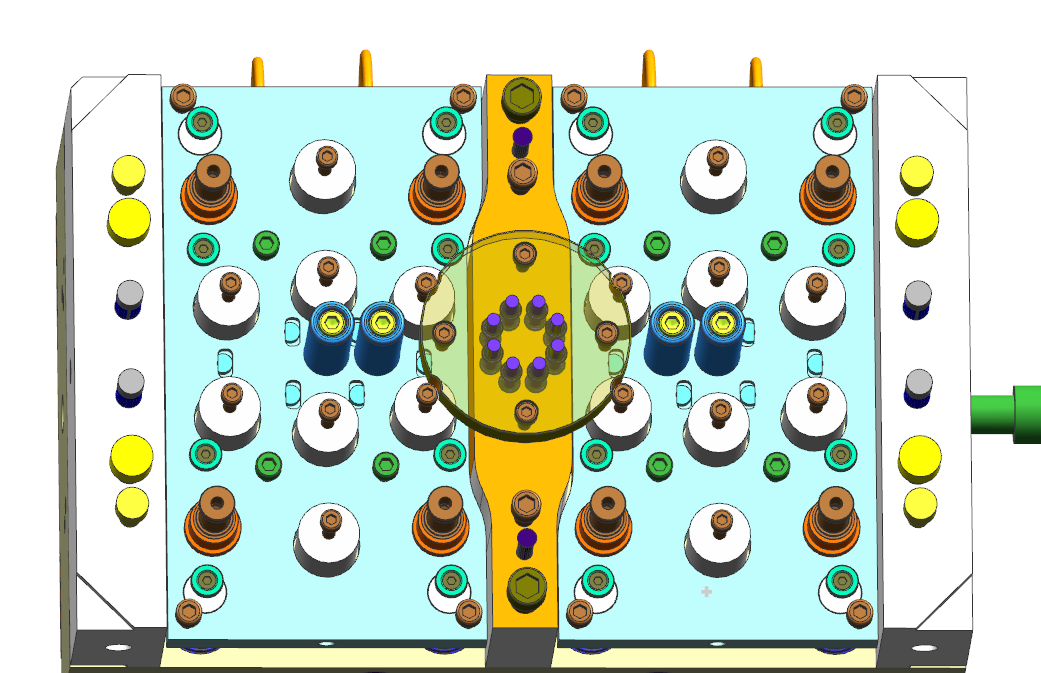
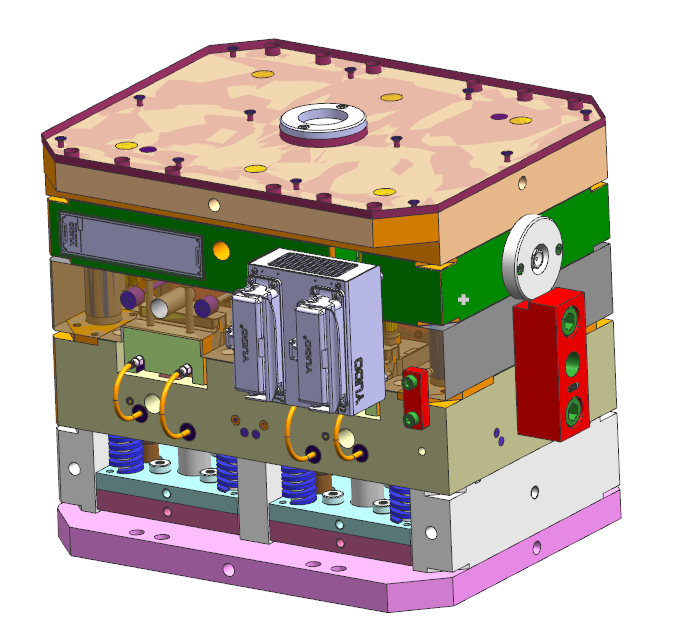
前模按正常設計運水進出水位置,正常做在非操作側
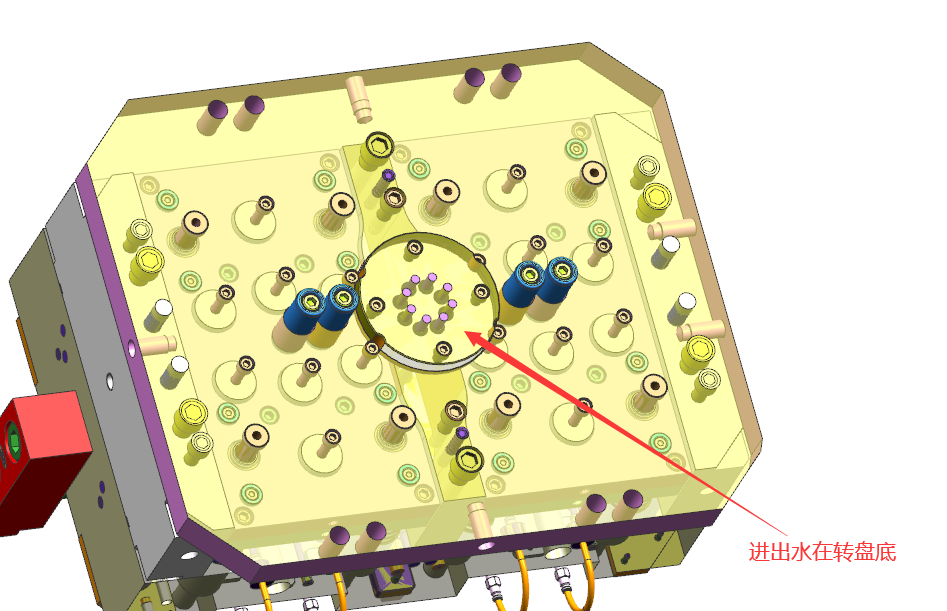
后模運水進出水口全部要轉到注塑機底部,包括行位
因為后模是固定在轉盤上的,裝在外側模具轉動干涉機臺
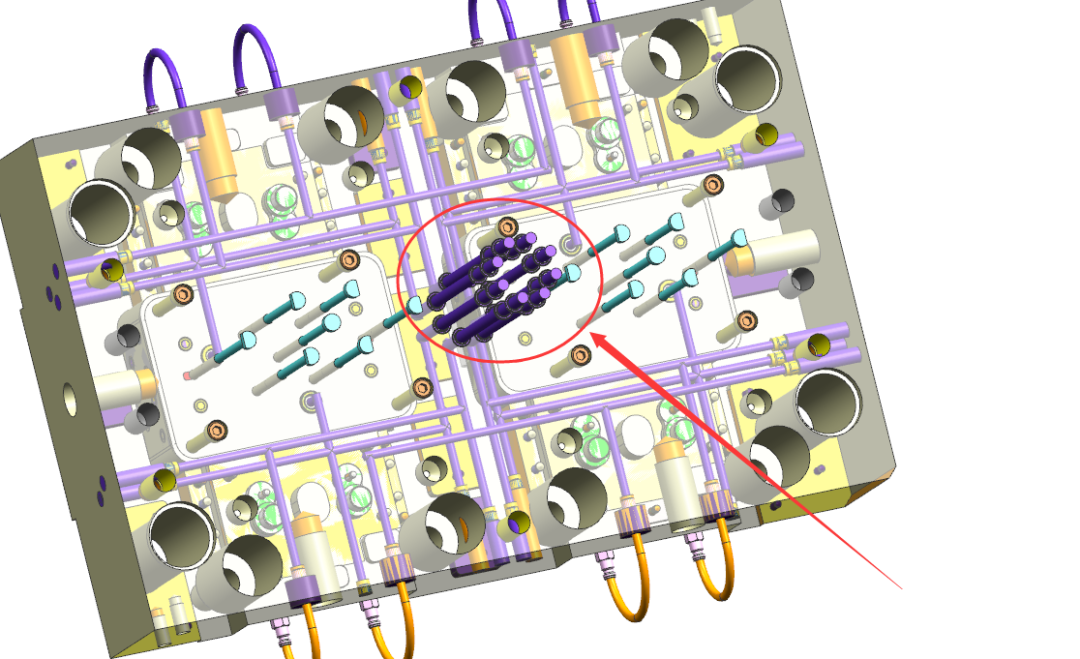
進出水在轉盤底下,和普通模具不同之處
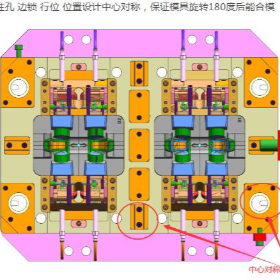
01模具不能超過轉盤大小
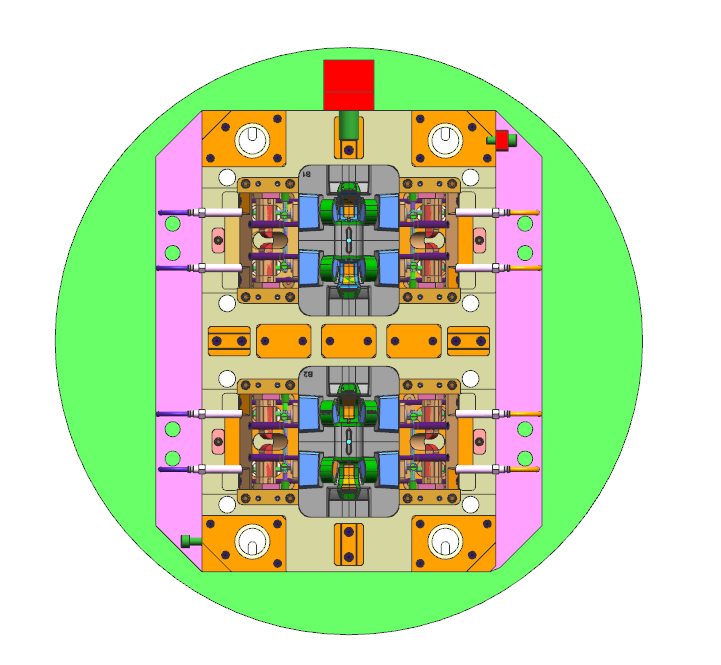
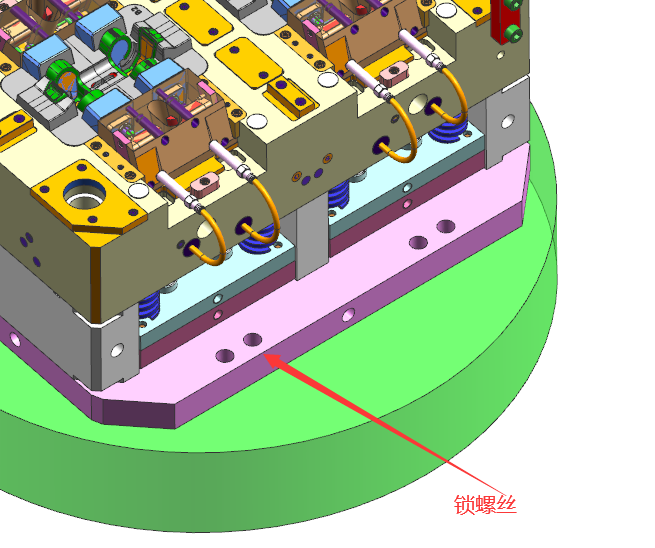
02模具固定要鎖螺絲,不能打碼仔,模具是轉動的會松動
03導柱孔 邊鎖 行位 位置設計中心對稱,**模具旋轉180度后能合模
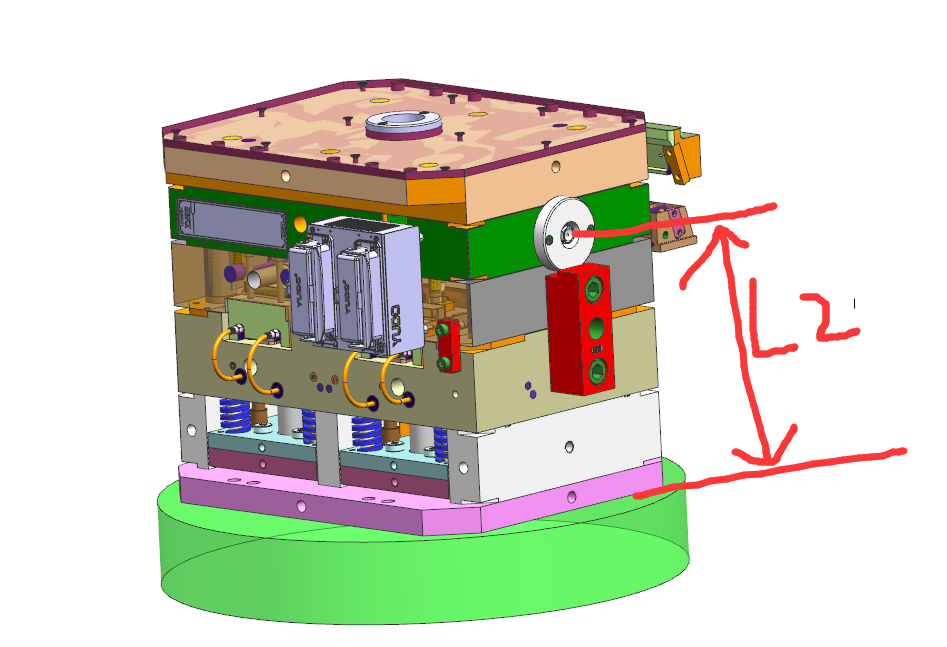
04副炮嘴高度一定要在機臺給定的范圍內
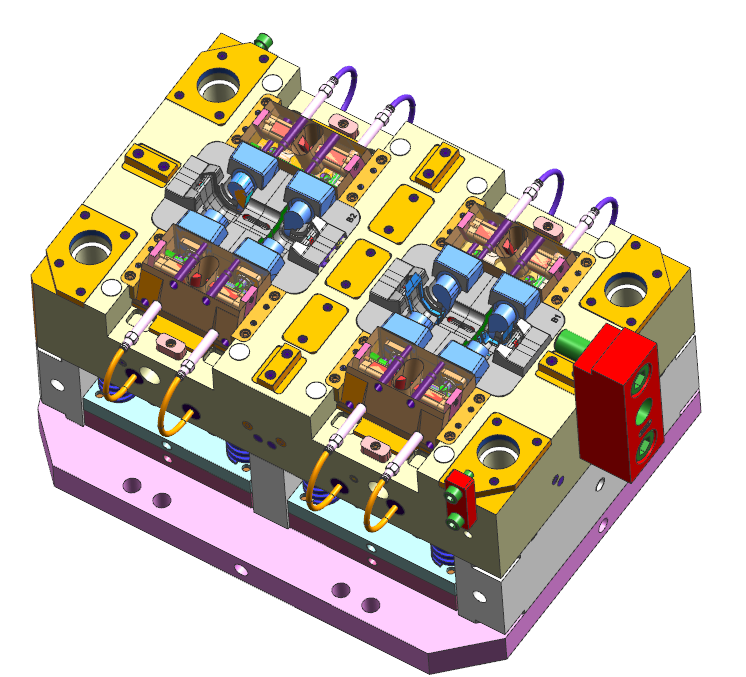
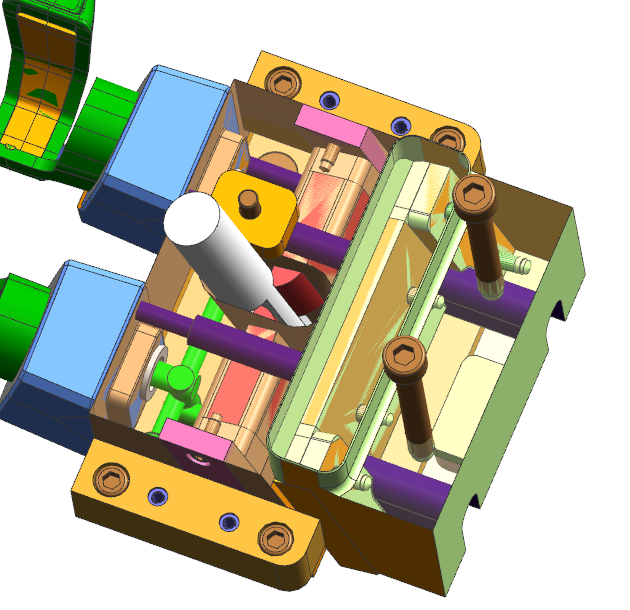
雙色模模滑動可以參考這種設計
雙色模核心:前模不動,轉動的后模相同,適合用所有的雙色模結構!
你還想知道關于雙色模的哪些知識呢?請在評倫區(qū)留言!
相關課程
東莞新程教育
認證等級
東莞新程教育
已獲好學校V2信譽等級認證
信譽值
與好學校簽訂讀書保障協議:
 官方授權聲明
官方授權聲明
尊敬的平臺會員您好,[東莞新程教育]資質文件正在審核中。如需了解[東莞新程教育]服務明細或申請試聽服務,
請點擊:聯系客服。
















 粵公網安備 44010602004272號
粵公網安備 44010602004272號